
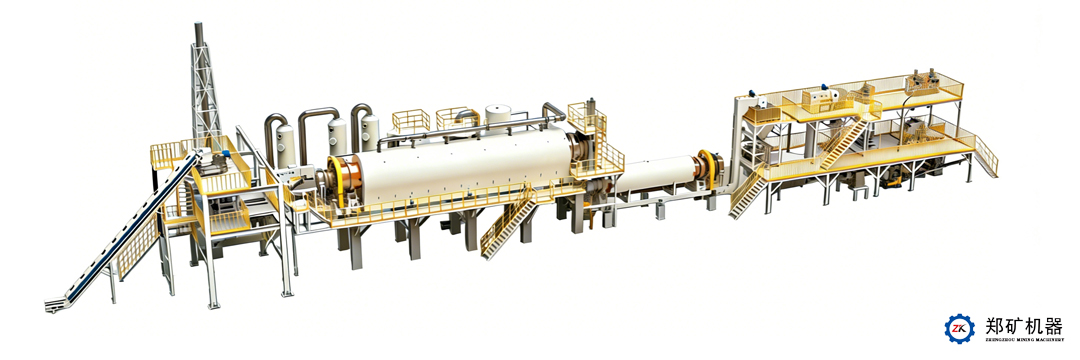
本成套资源化回收装备,专为废旧动力及储能锂电池设计,集成破碎、热解、分选、尾气净化等核心工艺单元。具备安全可控、回收率高、连续稳定、节能环保等特点,可实现废旧锂电池全组分资源化利用与无害化处理。
1、电池通过连续式密闭上料系统实现全封闭输送,全程与氧气隔绝,随后送入双轴无氧撕碎装置;撕碎主机采用主轴差速运行设计,保证撕碎过程稳定、高效、均匀。
2、撕碎后的物料进入无氧裂解系统,完成电解液与粘结剂的脱除处理;裂解产物再输送至高精度分选系统,实现铜、铝、黑粉的高效分离,分选达标后的黑粉进入下一阶段湿法处理工序。
3、尾气净化:裂解产生的尾气依次通过二燃室、急冷塔、脱硫塔、催化吸收系统进行多级净化处理,各项排放指标均满足标准后安全排放。
加热方式:电加热
产能:500 t/a、1000 t/a、5000 t/a、10000 t/a、20000 t/a
适用范围:废旧动力电池、储能电池、消费类锂电池等各类废旧锂电池
1、绝缘密封双重防护,复合绝缘材料全覆盖,单块独立进料,彻底规避短路打火,保障生产安全。
2、定制化撕碎结构,双定刀搭配核心技术,有效解决极片缠绕、返料问题,提升撕碎效率。
3、专业热解设计,特殊密封确保窑内氧含量稳定,多温区独立控温,高温焙烧安全精准。
4、精细化分选技术,自主研发脱粉装备,减少铜铝损耗,产品纯度稳定在98%以上。
5、全流程除尘净化,组合密封+负压抽风,防止污染物逃逸,符合环保生产要求。
密封进料→破碎处理→高温热解→精细分选→净化处理

请留下您想咨询的设备或信息,我们会尽快安排人员联系您!
工业园区:河南省荥阳市乔楼蔡寨工业区
郑州办公区:郑州市西三环279号国家大学科技园东区13号楼15楼

















